
ブレードベベルの削りに入る前の罫書きです。
ベベルストップ左の直線まではキッチリと平面で削ります。
手ヤスリの場合は直線部分でクッキリと削り分けるようにします。
汎用機・小型ベルトグラインダーではべべストップ側にも削り込みますが、
後の仕上げ代を考えベベルストップの罫書き線手前で削るのを止めます。
しかし、直線の罫書きが削れて見えなくなるので、直線のまでのベベルが
平面になるように気をつけます。

小型ベルトグラインダーでの荒削りが終わった状態。
この後、中目~細目のヤスリでセン掛け(目通し)をします。
セン掛けは直線の罫書きがあったラインまでシッカリと通します。
罫書きラインの目安
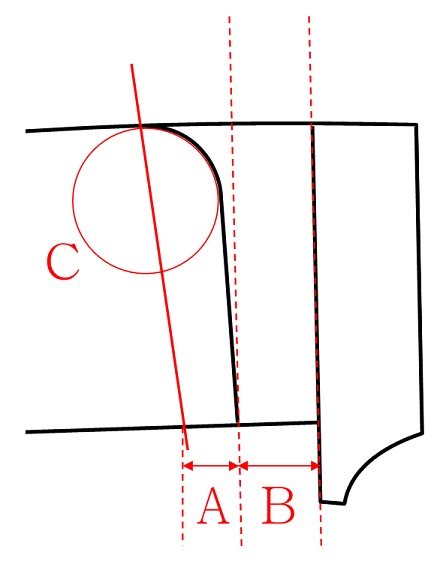
A 4mm~5mm(広すぎると成形が難しい)
B 6mm~10mm(ブレードサイズによる)
C 12mm(M5ワッシャ)
・べベルストップの角度を立てると成形が難しくなる。
・べベルストップの直線の罫書きはRにはみ出さないようにする(研磨が大変)
・R部分はM5ワッシャーを当てて罫書くが、罫書き線が狙ったラインを通るように
ワッシャーはスパインとべベルストップ直線ラインよりやや内側に。